


É uma pena que uma revista sobre pintura esteja em preto e branco, mas mesmo assim é muito valiosa.
Acho essa foto da capa muito bonita, não sei porque, mas
o Maverick parece bem mais “arredondado” do que nas outras fotos rsrsr, mas é
apenas uma visão minha.
Bom, começando então.
As cores são "de outro mundo"
Pintando o MAVERICK da Ford

Estação de inspeção final no final da linha de
acabamento do Maverick na fábrica de montagem de Kansas City. Hulla Blue e
Original Cinnamon são as cores destes dois carros.
Em estilo e desempenho, o Maverick prevê o "carro das
carrocerias anos 70". Embora esteja disponível em 15 cores diferentes, as
cinco cores mais populares são "de outro mundo", não apenas as cores,
mas também seus nomes. Aqui estão
eles: Anti-Establish Mint, Hulla Blue, Original Cinnamon, Freudian Gilt e
Thanks Vermillion. As cores são vivas, são novas, mas o trabalho de preparação e
acabamento do carro continua tradicional com a Ford. Na verdade, o Maverick recebe
o mesmo trabalho preparatório, limpeza de metais, fosfatização, primer, vedação
e acabamentos assim como todos os carros Ford.
Duas linhas separadas são usadas para o acabamento do Maverick -
uma para carrocerias, outra para capô, para-lamas e peças. Usando equipamentos
duplicados, exatamente a mesma limpeza, operações de tratamento de superfície e
pintura são realizadas em ambas as linhas.
Duas
Operações de Limpeza de Superfícies
Muito trabalho preparatório é feito nas carrocerias antes que eles cheguem ao departamento de pintura. Após os processos de soldagem, o carro passa por uma máquina de lavar metal de 1 estágio preliminar na qual um forte limpador alcalino a 175°F é pulverizado para remover sujeira, óleo, graxa e composto de desenho. Uma passagem por um túnel curto de vento, seca a superfície o suficiente para que a inspeção detecte defeitos na superfície. O acabamento final das juntas de solda, retificação de flanges, operações de lixamento e lixamento são feitas conforme necessário. As carrocerias dos carros são então submetidas a uma lavagem preliminar com solvente, pois são suspensas em um transportador monotrilho suspenso.
Um ciclo típico de tratamento de superfície é mostrado na tabela abaixo:
|
Etapa |
Solução |
Temp. "F |
|
1 |
limpador alcalino |
170 |
|
2 |
água enxágue |
160 |
|
3 |
água enxágue |
150 |
|
4 |
fosfato de zinco |
150 |
|
5 |
água enxágue |
sala |
|
6 |
ácido crômico |
135 |
|
Forno de secagem - 8 min a 350 ° F |
||
Durante um período de resfriamento de 30 minutos após a secagem, todas as costuras internas são seladas. As áreas de superfície de solda expostas recebem uma camada de reforço antes que as carrocerias entrem na cabine de pintura.
Pulverização automática e manual aplica duas demãos primárias
Para a aplicação do primer à base de resina alquídica de óxido vermelho, são utilizadas duas máquinas automáticas de pulverização alternante. Os suporte dessas máquinas comportam uma pistola automática cada e operam, em contorno, em um plano vertical em cada lado da carroceria do carro para revestir as laterais até a linha da janela. As pistolas de pulverização são controladas para desligar na extremidade superior e inferior do curso, também no vão da roda.
A parte superior e a tampa do porta-malas são revestidas por spray
manual eletrostático. As partículas de tinta são carregadas negativamente
quando entram no campo estático de 60.000 volts, 0,2 miliampéres, no qual são
atraídas para o corpo de metal aterrado no transportador. A aplicação do primer
com uma pistola eletrostática permite a pulverização direcionada para revestir
adequadamente os locais apertados e próximos, eliminando assim a pulverização
flexível dessas áreas.
A primeira demão de primer é permitida evaporar por 2 minutos antes das máquinas idênticas e alternativas automáticas de spray de contorno e pistolas manuais eletrostáticas são usadas para aplicar uma segunda camada de primer de base de resina alquídica cinza. O primer é permitido uma evaporação de 2 minutos. (Esta cor cinza é usada como guia de lixamento subsequente.)
Algumas superfícies interiores são Revestidos com Esmalte
Antes da carroceria sair da cabine de prime, as pistolas manuais
aplicam esmalte nas cores vermelho, azul, preto ou dourado na parte interna dos
painéis das portas e molduras, painéis de porta, deck da janela traseira e
painel de instrumentos. O revestimento interior é permitido uma evaporação de 3
minutos antes que a carroceria do carro entre em um forno a gás de queima
direta, onde o primer e os revestimentos internos são curados por 16 minutos a
370 ° F.
Prime Coat
é lixado a úmido

As carrocerias dos carros passam pela lavagem de 6 estágios e máquina
de fosfatização.
Três
camadas superiores de esmalte acrílico são aplicadas à mão
Na cabine de acabamento, três demãos sucessivas de esmalte acrílico pigmentado são pulverizados na parte externa da carroceria, com 1 minuto de evaporação entre cada demão e 3 min de evaporação após a terceira demão. As carrocerias dos carros passam por um túnel fechado até o forno final a gás, de queima direta, onde a tripla camada úmida de esmalte é assada por 15 minutos a 300°F. O resfriamento preliminar ocorre durante uma viagem de 10 minutos para a estação de inspeção.
A mudança de cores na cabine de revestimento exterior não oferece nenhum problema – sejam as cinco cores mais populares ou qualquer uma das outras 10 cores do Maverick.

Um par de maquinas automáticas de contorno alternativo pulverizam
primer cinza no corpo até a linha de janelas. Operadores usando pistolas
eletrostáticas spray de primer para aplicar no teto e na tampa do porta malas.
Uma configuração semelhante (não mostrada, mas extrema esquerda) é usada para
aplicar o primer de oxido vermelho.

As Carrocerias do Maverick saem do forno final e são transferidos
para a linha de transporte à esquerda, onde a máscara é removida de dentro do
carro.
Apenas um tempo mínimo é consumido para uma mudança de cor. Isso
se deve às saídas convenientes do sistema de circulação do tubo, acoplamentos
de encaixe na mangueira do material e solvente (misturado com ar comprimido sob
pressão de 40 psi) que é usado para eliminar a cor anterior da mangueira do
material e da pistola de pulverização antes de aplicar a próxima cor. O
solvente arejado sob pressão fornece um movimento giratório do solvente que
acelera materialmente a operação de lavagem.
Mistura
Central de Tintas, Sistema de Abastecimento e Circulação
Tanto o óxido vermelho quanto o primer cinza e todos os esmaltes de acabamento são entregues às cabines de pintura por um sistema de circulação de tubos originados na sala de mistura e abastecimento de tintas. A tinta é bombeada dos tanques de abastecimento para o sistema de tubulação sob pressão de 80 psi e retorna aos tanques de abastecimento através de filtros tipo cartucho sob pressão de 40 psi. A tinta circula continuamente entre os tanques de abastecimento e a saída da cabine de pintura 24 horas por dia, 7 dias por semana. Os tanques de mistura e abastecimento de 60 galões são equipados com agitadores acionados por energia que também operam continuamente.
Adjacente à sala de mistura e abastecimento de tinta está o armazenamento do tambor de tinta com os racks construídos para fornecer os tambores por ordem de entrada/saída para manter um estoque rotativo uniforme. Ambas as salas são resistentes ao fogo com todos os equipamentos aterrados e protegidos por um sistema de CO₂. Durante o inverno, o armazenamento do tambor, a mistura de tintas e as salas de abastecimento são mantidos a 72-75°F.
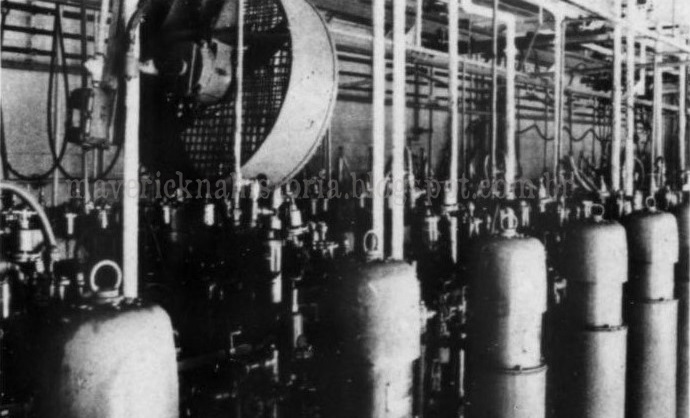
Sala de pintura onde se origina o sistema de circulação de tubos A
sala contém 30 tanques de mistura e 30 de abastecimento equipados com
agitadores acionados por energia.
Quanta informação em tão poucas páginas!

Nosso Instagram:
www.youtube.com/user/mvk8/
E-mail para contato:

Nenhum comentário:
Postar um comentário